
新闻中心
联系我们
手 机:17898826917
邮 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉贤区南桥镇国顺路936号5幢
热塑性弹性体(TPE)是什么?以及常见问题
热塑性弹性体(TPE)是什么?
热塑性弹性体(TPE)通常是弹性模数较低的弹性材料,在室温条件下可被反复拉伸至原来长度的两倍以上,并具有在应力消除后几乎完全恢复至其原来长度的能力。具有这种特性的早期材料是热固性橡胶,但许多可注射模塑的热塑性弹性体(TPE)系列正在取代传统的橡胶。除了以它们的基本形式使用之外,TPE还广泛地用于刚性热塑性塑料的改性,通常是用于改进抗冲击强度。对于板材和一般模塑级复合材料来说,这是相当普遍的。
TPE的种类
到1996年为止,六种主要的TPE可分为二大类:嵌段共聚物(苯乙烯类树脂、共聚多酯、聚氨酯和聚酰胺),以及热塑性弹性体掺混物及合金(热塑性聚烯烃和热塑性硫化橡胶)。
除这些TPE以外,还出现了两种新技术。它们是茂金属催化合成的聚烯烃塑性体与弹性体,以及反应成型的热塑性聚烯烃弹性体。
传统型TPE是所谓的两相体系。从本质上来说,由硬的热塑性塑料所组成的一相,以机械或化学的方式与软的弹性体所组成的另一相结合,所生成的TPE具有该两相结合的性质。
传统的TPE系列
-
苯乙烯类树脂(S-TPE)
-
共聚多酯(COPE)
-
聚氨酯(TPU)
-
聚酰胺(PEBA)
-
聚烯烃掺混物(TPO)
-
聚烯烃合金(TPV)
TPE的新品种
-
反应成型的TPO (R-TPO)
-
聚烯烃塑性体(POP)
-
聚烯烃弹性体(POE)
这些新的聚烯烃塑性体(POP)和弹性体(POE),本质上是分子量非常低的线性低密度聚乙烯(VLMW-LLDPE)。作为聚合催化剂技术进步的产物,这些材料原先开发的目的是改进软包装薄膜的特性。近来,这些挠性较好的聚乙烯作为低成本的橡胶取代物,被用于某些对模塑制品的要求不怎么苛刻的用途。这主要包括那些不会接触极端的温度、压力、负载或应力环境的产品。在模塑制品方面,这些新材料被用于那些多多少少希望有一点挠性或触觉感的场合。注意,它们并非是真正的弹性体。
TPE将会有什么样的拉伸特性?
拉伸特性
拉伸特性是用来说明弹性体被拉伸时将如何表现的测试值。有几种普遍采用的试验,可显示弹性体在最终用途环境里将会如何表现。
断裂抗拉强度
此测试值又称为极限抗拉强度。在此试验中,弹性体的试片被拉伸直至断裂。拉断此材料所需的力量也被同时测出。其单位通常是磅/平方英寸(psi)或兆帕(MPa)。极限抗拉强度高的弹性体,与测试值较低的弹性体相比较不易拉断。
抗撕裂强度
此测试值说明弹性体抵抗撕裂的性能如何。抗撕裂强度试验与断裂抗拉强度试验基本相同,但试片一侧有一V形缺口以作为扩展点。所测试材料被拉伸至完全撕裂,撕裂此试片的力量也被同时记录。其单位通常是磅/英寸(psi)或千牛顿/米(kN/m)。
拉伸模数
在拉伸模数试验中,弹性体被拉伸至各种不同的长度,其抵抗拉伸的力量也被分别测出。此测试值通常表示为弹性体相应于其长度与原始长度的各种不同百分比时的抗拉强度,例如在50%、100%或300%时的抗拉强度。弹性体对拉伸的抵抗力在开始时可能会很强,但随着它的伸长而会变得较弱(称为“颈缩”)。
断裂伸长率
伸长率并非是衡量拉伸该材料是如何困难或如何容易,而只是衡量它在断裂前能被拉伸多长。断裂伸长率被表示为与其原始长度的百分比。某些软的弹性体在断裂前可被拉伸至其原始长度的1000%以上。软的TPE弹性体的伸长率通常比硬的刚性材料高的多。
影响测试值的因素
试片的成型方法及熔体流动方向均会影响其拉伸特性测试值。因此,对于许多弹性体,在流动方向和横断方向这两个方向的拉伸特性均要测量。
流动方向
如同弹性体的其它许多特性,拉伸特性会受到成型时聚合物分子取向的影响。因此,取决于拉伸是沿着聚合物成型时的流动方向进行,还是沿着横断方向进行,拉伸特性可能会有很大变化。
试片(挤压成型相对于注射模塑)
某些试验是用注射模塑的试片进行的,而另一些试验则是用挤压成型的试片进行的。由于不同类型的试片其测试值会有显著差别,所以很重要的一点是,只能对同类型试片的测试值进行比较。
定义TPE的压缩永久变形
压缩永久变形值是材料在一定温度下被压缩至一定形状,并维持一定时间后而发生永久性变形的量。
通常采用的ASTM测试方法(ASTM D395)要求使材料变形(压缩)达25%并保持一定的时间。任其复原30分钟后再测量此样品。
-
23 °C(室温)
22小时,70小时,168小时(1星期),1000小时(42天)。 -
70 °C
22小时,70小时,168小时(1星期),1000小时(42天)。 -
121 °C
22小时,70小时,168小时(1星期),1000小时(42天)。 -
150 °C
22小时,70小时,168小时(1星期),1000小时(42天)。
所得的测试值是材料样品未能恢复到它原有高度的百分比。例如,40%压缩永久变形表示,此热塑性弹性体只恢复了被压缩厚度的60%。100%压缩永久变形则表示此热塑性弹性体无丝毫恢复,也就是说,它保持了被压缩的状态。
往往压缩永久变形易与蠕变相混淆。然而,压缩永久变形是在某一恒定的应变条件下所发生变形的量,而蠕变则是在某一恒定应力条件下所发生变形的量。
TPE是否有适用温度?
适用温度这个术语,是用来大致地定义某种材料适合使用的最高温度。
适用温度取决于许多因素,包括性能要求、接触时间长短、有无负荷存在,以及工件设计结构等。
某些常用的适用温度测量方法为维卡软化温度、热变形温度(HDT)、美国安全检测实验室(UL)方法、半抗拉强度以及其它专有方法,因所在行业而异。
要求较高适用温度的应用实例包括汽车、运输、液压软管以及矿井电缆等。不要求较高适用温度的应用实例则包括一般的室内用途,例如个人养护用品和厨房器皿上的手柄、电话筒连线以及玩具等。
硬度意味着什么?
硬度
在选择热塑性弹性体时,材料的相对软度或硬度往往是首先要考虑的指标之一。硬度也与其它重要设计特性有关,例如拉伸模数和挠曲模数。由于各种不同的测量标度以及硬度与其它材料特性的关系,在讨论硬度时可能会产生混淆。
硬度测量
测量橡胶硬度最普遍采用的仪器称为肖氏(又称为邵尔)硬度计。用一个弹簧将一金属压头压入材料的表面,并测量它能穿入多深。该仪器测量的穿入深度为零至0.100英寸。若标尺上的读数为零则意味着压头穿入了极限深度,而读数为100则意味着穿入深度为零。
有各种不同硬度范围的肖氏硬度计。使用最普遍的标度之一是肖氏A级标度,使用一种较钝的压头和弹力中等的弹簧。当读数超过90以上时,肖氏A级硬度计就变得不是很精确。对于较硬的材料,则使用肖氏D级硬度计,因为它有一个锐利的压头和弹力较强的弹簧,可穿入较深的深度。
当测量更硬的塑料时,就使用压头更锐利和弹力更强的硬度计,例如洛氏硬度计。而在另一极端,则使用肖氏00级硬度计,以测量软的凝胶和软泡沫橡胶。
大多数材料都能承受最初的压力,但随着时间的推移,因发生蠕变和松弛而会屈服。硬度计的读数可以即时读取,也可在某一段特定延迟时间之后读取,通常是在5至10秒钟之后读取。即时读数总会显示出比延迟读数较高(或较硬)的读数。延迟读数不仅对材料的硬度而且对其回弹性而言,均更有代表性。较弱、弹性较差的材料,比较强、较有弹性的材料更容易发生蠕变。
为了保证数据的有效性,需要有精确的测试步骤。为了获得精确的读数,必须得有一个表面很平整而且足够厚的试件,以免结果受支撑表面的影响。通常所要求的厚度是0.200英寸,但变形较小的硬性材料,当厚度较薄时也能精确地测试。
与其它特性的关系
硬度经常会与其它特性混淆,例如挠曲模数。尽管两者都反映了产品在用户手中的感觉,但挠曲模数代表对挠曲的抵抗能力,而硬度则代表对压陷的抵抗能力。在某一特定的TPE系列中,这两种特性是互相关联的。一般而言,当硬度值增加时,挠曲模数也会增加。
此外,在同一TPE系列中,抗蠕变性与抗张强度也有直接关联。这意味着较软的TPE发生蠕变的程度将比较硬的材料高,但其抗张强度则较小。摩擦系数(COF)与硬度成反比关系。当TPE硬度增加时,摩擦系数通常会减小。
当比较各种不同系列的TPE时,除硬度以外还需要比较其它物理特性数据,以便作出正确的材料选择。
法规术语
美国食品与药物管理署(FDA)
在美国联邦政府行政法规汇编第21篇第1章B节中,美国食品与药物管理署详细地规定了用于食品方面的各种聚合物和复合材料的允许标准。当一种产品被划为“FDA级”材料时,那就说明其配方里只使用经联邦法规第21篇第170-199部分批准的材料。
全国卫生基金会(NSF)
全国卫生基金会是在公共卫生、安全和环境保护领域制订标准、进行产品测试和提供认证服务的机构。NSF认证项目是经过美国国家标准学会(ANSI/RAB)、荷兰鉴定委员会(RvA)和加拿大标准委员会(SCC)进行资格鉴定的。
试验机构联盟使得NSF的试验在世界其它地区也被接受。试验机构联盟的某些成员包括Intertek试验服务公司(ITS)、荷兰的KIWA N.V.、加拿大的加拿大标准协会(CSA)和质量管理协会(QMI),以及日本煤气用具检查协会(JIA)等等。
要求NSF认证的典型应用领域有饮用水、水处理系统、餐馆服务业,以及管道设施等。
美国药典(USP)
美国药典(USP)函盖了与血液和体液相容及接触的应用。USP试验是为了提供聚合物容器材料在生物效应方面的资料。根据在专门的USP生物试验中的表现,聚合物被分为六个等级。从第I至第VI级每递增一级,就要求使用比前一级更多的萃取剂对聚合物进行进一步试验。另外,还有一个递增的萃取温度范围可供选择,以进一步给该材料定性。
美国安全检测实验室(UL)
安全检测实验室是一个独立的非盈利性产品安全和测试认证机构,其基地设在美国。常用的试验有UL-94(分为HB、V0、V1或V2各种等级的垂直和水平的燃烧试验)、VTM(薄膜燃烧试验),以及VW(垂直线材燃烧试验)。UL规格涵盖的典型应用领域包括手持式电子装置、商用设备以及电器。
军用技术规范(MIL) 某些美国军事和非军事方面的应用也许要求符合军用技术规范。这些规范包括真菌培养、尺寸稳定性以及许多其它材料特性。在TPE领域,要求符合军用技术规范的应用包括火箭操纵电缆、战场专用软线、地下电缆以及船舶与海岸间连接电缆等。
加拿大标准协会(CSA)
CSA是加拿大为某些方面的应用制订性能标准和测试方法的主要标准机构。它是与美国的ASTM、UL、DOT、FDA以及MIL类似的机构。
热塑性弹性体与热固性弹性体的比较
弹性体通常分为两大类:
-
热塑性
-
热固性
结构
热塑性弹性体是这样一类材料,当加热时它们会软化/熔化,而在冷却时则会硬化,且可如此反复变化。大多数热塑性塑料都溶于特定的溶剂,并在一定程度上能燃烧。软化/熔化的温度随聚合物的种类和品种而异。由于热塑性塑料对热量和剪切力的敏感性,故处理时必须很小心,以避免材料的降解、分解或引燃。e material.
大多数热塑性塑料的分子链可以被想象为独立的、互相拧在一起的细线,就像意大利面条一样(见上图)。当加热时(例如模塑时),各分子链就开始滑动,形成塑性流动。当冷却时,原子和分子链又重新牢固地缠在一起。当再加热时,分子链就又开始滑动。热塑性塑料被加热/冷却的周期次数有实际的限度,超过该限度后其外观和机械性能将受到影响。
热固性弹性体在加工期间经历了化学变化,永久性地变为不溶和不熔。正是这种化学交联,造成了热固性和热塑性体系之间的主要区别。通过所谓硫化过程而达到其最终性质的天然橡胶和合成橡胶,例如胶乳、丁腈橡胶、混炼型聚氨酯、硅胶、丁基橡胶和氯丁橡胶,均是典型的热固性弹性体。
如下图所示,当热固性橡胶硫化或硬化时,毗邻的分子之间将形成交联,构成复杂、互相连接的网络。这些交联键防止了各分子链的滑动,从而阻止加热时的塑性流动。热固性弹性体在交联过程完成之后,如果过分地受热,该聚合物将发生降解而不是熔化。这种情况与鸡蛋的烹饪有些相似:进一步加热并不能使鸡蛋回到它的液体状态,而只能使它烧焦。
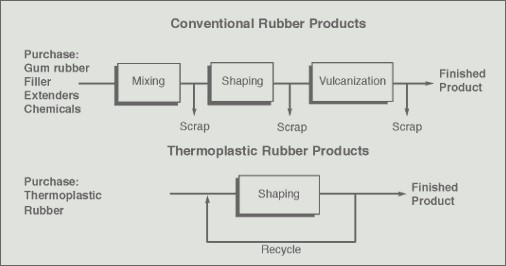
如何决定加工方式
热塑性弹性体可以反复加工的特点,决定了它优于热固性橡胶的主要优越性。两者在加工方面的其它关键性区别如下表所示。
|
项目 |
TPE |
热固性橡胶 |
|
制造 |
迅速(以秒计) |
缓慢(以分计) |
|
边角料 |
可重新利用 |
浪费比例高waste |
|
硫化剂 |
不需要 |
需要 |
|
机械 |
常规的热塑性设备 |
专门的硫化设备 |
|
添加剂 |
极少或没有 |
众多的加工助剂 |
|
设计优化 |
无限 |
有限 |
|
工件重新模塑 |
可以 |
不大可能 |
|
热封 |
可以 |
不可以 |
Source: Robert Eller Associates
与热固性橡胶相比,TPE的优越性:
-
设计灵活。
-
制造成本较低。
-
加工周期较短。
-
很少或不需要混炼。
-
边角料可充分回收利用。
-
产品性质稳定。
-
可采用吹塑成型。
-
可采用热成型。
-
能耗较低。
-
加工过程较简单。
-
产品质量较易控制。
-
产品密度范围较广。
-
最终工件单件平均成本较低。
-
较有利于环保。
收缩性如何影响TPE?
收缩性
当TPE从熔融状态开始冷却时,其分子会相互对齐,从而使模塑工件的总体尺寸发生收缩。虽然这种收缩通常只是在千分之几英寸的范围内,但却能显著地影响工件的模塑和脱模,以及成品工件的外观。
如果收缩不均匀,一件本应是平整的工件可能会发生弯曲或翘曲。此外,在对允许误差要求比较严格的应用中,出乎意料之外的收缩可能会影响某个零件与整体组装件的匹配性。
由于这些原因,在生产过程中通常必须将收缩性考虑在内。
工件脱模
当工件含有型芯或镂空部分时,随着弹性体的收缩,它会紧紧地裹住模具的这些部位,使工件脱模变得很困难。模具设计、模具表面光洁度以及加工条件都能够缩小这种影响,甚至使自动化脱模也成为可能。
模塑条件
模塑条件能显著地影响收缩的程度和本质。若从高应力状态很快地变为低应力状态,收缩的程度将会增加。工件的迅速冷却以及很高的注射速度或压力,也能影响收缩性。设计方面的考虑
考虑到收缩性,模具必须加工得比工件所需的尺寸稍大些。通常,实际收缩值只有等到具体工件成型时才能得知。因此,事先保守一些总是最好的。若有可能,可使用原型模具。
如同弹性体的各种其它性质,收缩性往往随聚合物流动方向而异。浇口的位置将决定熔体流入模具的方向,从而也将决定收缩性的方向。再者,某些TPE比其它TPE更为各向异性,其意思就是也许会在某一方向收缩得比另一方向更多些。当设计模具时,这一因素必须要考虑在内。
