新闻中心
联系我们
手 机:19279864570
邮 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉贤区南桥镇国顺路936号5幢
尼龙66技术分享:高黏树脂的开发,增韧改性,轻量化
高黏PA66树脂的开发
PA66性能优良,应用广泛。
目前,国内通过聚合只能生产低黏及中黏PA66树脂,但是中低黏PA66直接用于挤出制品(板材、管材)时,易产生熔体坠落或流延现象,使PA66应用范围受到限制。
高黏PA66树脂表现在分子结构上就是聚合度相对较高,由于聚合度高、相对黏度大,材料本身的力学性能会更好,并且尺寸稳定性及耐化学品性等方面要比普通PA66优异,可用来纺各种规格型号的PA棕丝,不易变形、不易折弯、耐腐蚀、耐磨损,可用来制作传送带、输送带,因此发展前景良好。
但高黏PA66较普通PA66聚合工艺要求严格,技术含量高,生产成本大,目前基本靠进口。为改变目前国内市场供应状况,替代国外同类产品,推动国内高黏度PA66树脂市场发展,平顶山神马工程塑料有限公司依托连续聚合生产线,开发出高黏PA66。
他们是这么做的:
依托PA66连续聚合生产线,通过添加适量的钠盐催化剂SP1,调整聚合工艺参数,在线提高PA66树脂熔体的黏度。
具体为:先在成盐反应器中,配置浓度50%、pH值7.60~7.65的PA66盐液;
然后按照以下流程连续聚合:

具体工艺参数设置:
盐液pH值控制在7.63~7.65,聚合物出料流量1 042~1 100 kg/h,后聚合器真空度为35~40 kPa,催化剂SP1用量为60ppm。
开发出的PA66达到如下指标:
相对黏度为3.45~3.50,
MFR为18~20 g/10 min,
黄点指数≤-4。
该高黏PA66树脂产品力学强度高、热稳定性好,抗冲击、耐腐蚀、耐磨损,能够满足国内用户的使用要求,填补了国内空白。
内容来源:任永德,张志强.高黏尼龙66树脂的制备[J].工程塑料应用,2018,46(12):22–25.
PA66的低温增韧改性
PA66易吸湿性,低温耐冲击性差。
辽宁大学、沈阳科通塑胶有限公司采用POE-g-MAH和EPDM-g-MAH两种增韧剂来改性。
这两种增韧剂自身吸水性很小,并且其极性基团能够与PA66的极性基团相互作用,从而降低PA66增韧材料的吸水率。材料的吸水率降低,在一定时期内,有利于保持其优异的力学性能。
采用的原材料如下
POE-g-MAH:KT–916K,沈阳科通塑胶有限公司;
EPDM-g-MAH:KT–8K,沈阳科通塑胶有限公司;
PA66:中国石油化工有限公司;
季戊四醇脂酸酯(PETS):意大利发基公司;
主抗氧剂:1010,瑞士汽巴公司;
辅抗氧剂:168,瑞士汽巴公司。
试样是这么制备的
PA66在加工之前置于真空干燥箱于120℃干燥4 h,之后将PA66与增韧剂、抗氧剂、润滑剂以一定比例混合,其中主抗氧剂1010、辅抗氧剂168、润滑剂PETS、增韧剂质量分数分别为0.2%,0.2%,0.3%和0~30%。将混料投放入双螺杆挤出机中,进行熔融挤出造粒,双螺杆挤出机的各区温度分别为265,270,275,280,280,280,275,270,265℃,机头温度为400℃。最后将挤出粒料干燥后,用注塑机制成标准试样,注塑机各区温度分别为280,270,260℃。
增韧剂对PA66冲击性能影响如下
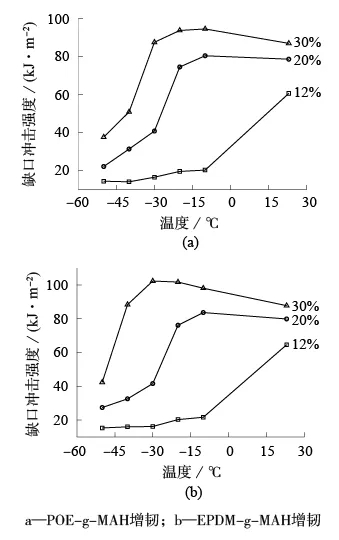
当POE-g-MAH和EPDM-g-MAH的质量分数为20%时,
23℃时冲击强度分别为纯PA66的20倍和19.7倍,
–10℃时冲击强度分别为纯PA66的20.9倍和20.1倍,
–20℃时冲击强度分别为纯PA66的19倍和18.6倍,
–30℃时冲击强度分别为纯PA66的10.4倍和10.2倍,
–40℃时冲击强度分别为纯PA66的8.1倍和7.8倍,
–50℃时冲击强度分别为纯PA66的6.8倍和5.5倍。
说明POE-g-MAH和EPDM-g-MAH都能有效增韧PA66,且低温增韧效果很明显,其中POE-g-MAH增韧效果略优。
内容来源:王秀秀,郭红,关宏宇,等.PA66的低温增韧改性[J].工程塑料应用,2018,46(12):26–30.
空心玻璃微珠填充轻量化PA66
目前,对玻纤增强阻燃PA66的阻燃剂添加量往往较大,所制备的材料密度较高,已逐渐无法满足当今各领域对轻量化的需求,因此开发轻质玻纤增强阻燃PA66变得越来越重要。
中钢集团马鞍山矿院新材料科技有限公司采用空心玻璃微珠(HGS) 为轻质功能填料,考察了HGS对玻纤增强阻燃PA66材料材料力学性能、密度、耐热性能及阻燃性能的影响。
采用的HGS流动性、化学及热稳定性好,抗压强度高,耐磨,可完全满足复合材料加工过程中的苛刻要求。
采用的原材料如下
PA66:EPR27,相对黏度2.7,中国平煤神马集团;
玻璃纤维:988A,单丝直径9~13 µm,浙江巨石集团;
HGS:真密度0.60~0.65 g/cm3,抗压强度≥85 MPa,平均粒径D50为20 µm,中钢集团马鞍山矿院新材料科技有限公司;
BPS:美国大湖公司;
Sb2O3:星贝达(上海)化工材料有限公司;
硅烷偶联剂:KH550,化学纯,国药化学有限公司;
抗氧剂、润滑剂、加工助剂、乙醇等均为市售。
试样是这么制备的
先将PA66、抗氧剂、润滑剂、加工助剂、BPS及Sb2O3在高速混合机中搅拌均匀,然后从双螺杆挤出机的主喂料口加入,HGS(先经过KH550表面改性处理)从双螺杆挤出机的侧喂料口加入,玻纤由双螺杆挤出机的玻纤口加入,调整好主机转速及喂料比例,使玻纤含量控制在30%,HGS含量为设计值,然后冷却、造粒,制得PA66/GF30/HGS增强阻燃材料。其中双螺杆挤出机加工温度设置为250~280℃,螺杆转速控制在280 ~330 r/min。将挤出粒料在100℃恒温鼓风干燥箱中干燥4 h,然后在注塑机上注射成标准样条,注塑压力60~90 MPa,注射温度设置265~275℃。将制备的样条在温度为(23±2)℃、湿度为(50±5)%的环境中调整48 h后进行性能测试。
HGS对增强阻燃PA66性能影响如下
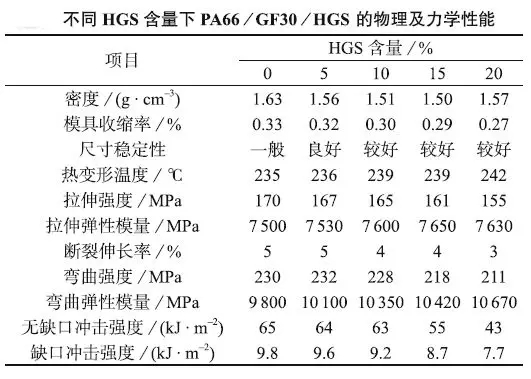
采用HGS填充玻纤增强阻燃PA66,可以实现减重目的,同时改善材料的吸水性、尺寸稳定性及耐热性。采用平均粒径20 µm的HGS粒径越小,当HGS含量在5%~10%时,PA66/GF30/HGS的综合性能较好。
内容来源:吴喜元,汪俊,陈锐.空心玻璃微珠在玻纤增强阻燃PA66中的应用[J].工程塑料应用,2018,46(12):48–52.





