新闻中心
联系我们
手 机:19279864570
邮 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉贤区南桥镇国顺路936号5幢
改性PBT材料注塑六大常见问题解决方案
一、缺口敏感性
原因:
PBT分子中的苯环和酯基形成大的共轭体系,减小了分子链的柔曲性,使分子刚性增加,并且极性酯基、羰基的存在使分子间作用力增大,分子刚性进一步增强,从而韧性很差。
解决方法:
a) 聚合改性
聚合改性就是通过共聚、接枝、嵌段、交联等手段在聚合过程中在PBT分子中引入新的柔性链段,使其具有良好的韧性。
b) 共混改性
共混改性就是将改性剂或高冲击强度材料与PBT共混或复合,使其作为分散相分布在PBT基体中,利用两组分的部分相容性或适当的界面黏结作用,提高PBT的缺口冲击性能。如在PBT中添加反应性增容剂POE-g-GMA,通过GMA与PBT的端羧基的原位增容反应,加强界面作用力,以达到增韧效果。
在电子电器、汽车电子工业领域,组件更薄是趋势,这就要求材料需要更高的流动性,才能以尽可能小的相应浇注器械的填充压力或合模力来实现型模的填充。
图1:薄壁电子原件
改善方法:
1.注塑工艺上可以通过提升注塑温度和注塑压力来提高材料注塑时的流动性,同时可以通过提高模温和注射速度来减缓材料的过快冷凝。
其外,模具方面需要开设良好的排气。还可以适当地开宽进胶口,这样的话一方面可以改善材料流动性,另一方面还可以提高注塑工艺的调整上限。
但现实生产中可能遇到的问题是,温度压力提上来后,制件是能注满,但因为是薄壁制件,高温高压的工艺条件下,产品容易出现脆裂,到时候可能需要材料方面的改善去适应了。
2. 材料方面:为了改善PBT的硬脆性,一般是考虑加进一定量的增韧剂。但增韧剂的加入又会导致流动性的下降。我司研发工程师凭借其十多年的PBT塑料改性经验,已掌握了对流动性影响极少的增韧配方,可以大大改善薄壁PBT产品的脆性问题。
此外加入如CBT等具有特定结构的同类低分子聚酯,因其与PBT具有很好的相容性,所以极少的添加量,就可以大幅度提高树脂的流动性,而几乎不影响力学性能。
原因:
翘曲是材料不均匀收缩的结果。材料中组分的取向和结晶、注塑时采用不恰当的工艺条件、模具设计时浇口形状和位置不对、制品设计时壁厚厚薄不匀等都会造成制品的翘曲。
PBT/GF复合材料的翘曲主要是玻纤在流动方向上的定向限制了树脂的收缩,PBT在玻纤周围的诱导结晶又强化了这种效果,使得制品的纵向(流动方向)收缩小于横向(与流动方向垂直的方向),这种不均匀收缩便导致了PBT/GF复合材料的翘曲。
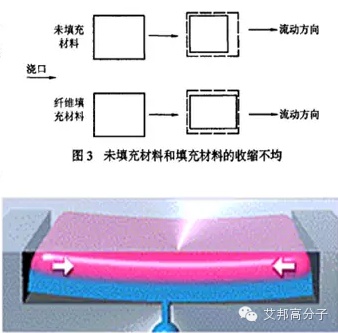
图2:未填充材料和填充材料的收缩不均
解决方法:
1.注塑工艺:因为这是加玻纤后横纵分子取向差异导致的翘曲,所以注塑工艺上需要适当提高模具温度和注塑周期来改善。
2.材料方面:如果工艺上没能让翘曲得到改善,可以对材料配方进行优化。其一加入矿物,利用矿物填料形状的对称性减轻玻纤取向造成的各向异性。其二,加入如AS等非晶材料,来减少结晶造成的不均匀收缩。我司有成熟且稳定的PBT抗翘曲的产品方案,同时客户根据客户的要求针对性去订做产品方案。
原因:
浮纤产生的原因比较复杂,简单说来,主要有以下几个方面
(a)PBT与玻纤相容性很差,导致二者无法有效的粘结在一起;
(b)PBT与玻纤的粘度差异很大,导致二者在流动过程中形成分离的趋势,当分离作用大于粘合力时就会发生脱离,玻纤浮向外层而外漏;
(c)剪切力的存在,既会导致局部粘度有差异,又会破坏玻纤表面的界面层熔体粘度愈小,界面层受损,玻璃纤维受到的粘结力也愈小,当粘度小到一定程度时,玻璃纤维便会摆脱PBT树脂基体的束缚,逐渐向表面累积而外露。
(d)模具温度影响。由于模具型面温度较低,质量轻冷凝快的玻璃纤维被瞬間冻结,若不能及时被熔体充分包围,就会外露而形成“浮纤”。
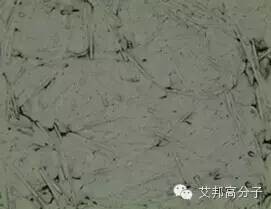
图3:玻纤增强PBT的表面浮纤图
解决方法:
1.注塑工艺:可用较高的注塑温度和模具温度,较大的注塑压力和背压,较快的注塑速度和较低的螺杆转速,都可以一定程度改善浮纤问题。
2.材料方面:在PBT改性时可加入相容剂、分散剂和润滑剂等改善浮纤问题。也可以使用PBT短纤类产品,短纤材料相对于长纤将极大的改善产品浮纤问题。
原因:
模垢产生是由材料的小分子含量过高或者材料的热稳定性较差引起的。PBT由于其寡聚物和小分子残留率通常在1%~3%,相对与其他材料容易产生模垢。而在引入玻纤以后,更加明显。这将导致在连续加工过程中,需要定时清理模具,造成生产效率低下。

图4:注塑机模具的模垢现象
解决方法:
1) 减少小分子助剂的添加量(如润滑剂、偶联剂等),尽量选择高分子助剂;
2) 改善PBT的热稳定性,减少加工过程中热降解产生的小分子产物;
原因:
影响PBT水解的主要因素是端羧基浓度。由于PBT含有酯键,在高于其玻璃化转变温度的温度下置于水中会发生酯键断裂,水解形成的酸性环境使水解加速反应,性能急剧下降。
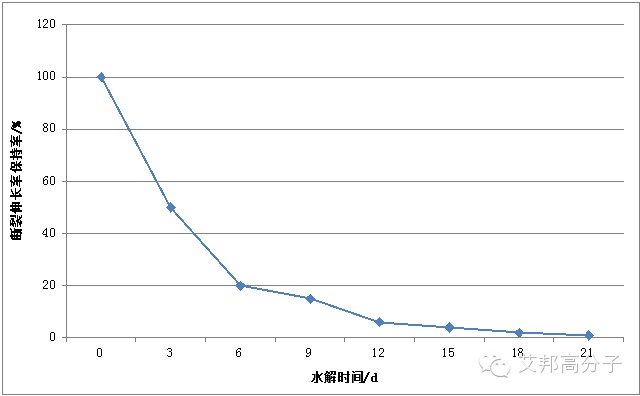
图5:PBT耐热水解图
解决方法:
1)添加水解稳定剂,如碳化二亚胺,水解稳定剂会消耗水解产生的羧基,减缓PBT的酸性水解速度,提高PBT树脂的抗水解性。
2)通过添加封闭PBT端羧基的方法,降低端羧基浓度,提高PBT的抗水解性,如加入带环氧官能团的助剂(如SAG系列, 一种苯乙烯-丙烯腈-GMA的无规共聚物),通过官能团GMA与PBT端羧基反应来封端,从而提高PBT的抗水解性。





