新闻中心
联系我们
手 机:19279864570
邮 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉贤区南桥镇国顺路936号5幢
一种子母螺杆注塑装置
技术领域
本发明涉及一种子母螺杆注塑装置。本发明由于在母螺杆头上加装了子螺杆,而位于母螺杆头前端的子螺杆用于最后阶段增加注射压力和保压压力,能够在大射胶量情况下同时得到高压或超高注射压力,大大提高产品品质,提高注射量,缩短加料和加工时间,提高生产效率,节约用电,减少螺杆料筒的磨损度。
背景技术
传统的注塑机在注射过程中,开始模腔是空的,注射压力值要很低,当注射到60%-80%时注射压力需要慢慢升高,到最后3%-10%时需要很高的注射压力,这最后一点点也是最难注射,而这就是在实际的生产过程中最容易发生缺料,缩壁等产品缺陷的阶段,而注塑机在注射成型厚壁塑料产品和局部厚壁塑料产品时,当塑料注入模腔后首先是紧靠在模具的两边先冷却固化,然后中间再慢慢冷却固化,由于塑料收缩率比较大,中间冷却时产生强大的吸力,因此会产生两种结果:一种表面凹下去(简称缩印)影响外观 ,另一种是中间出现空洞降低密度强度,传统的注塑机注射时最高注射压力是恒定的,对不同的塑料原料和形形色色塑料产品无法做到一一对应满足每种产品的需求,所以注塑机生产厂在每台注塑机接受订货时提供三至四种大小不同的螺杆给用户选择,但相当一部分品质和外观仍然不够理想,而注射压力和射胶量是注塑机两个非常重要的指标,注射压力关系到产品质量,能不能做出合格的产品来,射胶量关系到能加工多大的产品来给用户带来经济效益,如果你选择了大螺杆射胶量是大了,但注射压力小了,反之选择了小螺杆注射压力大了但射胶量就小了,比较难以选择,用户一般会选择中间大小螺杆兼顾两头,但注射量不会很大,注射压力不会很高。实际使用中也需要多次调试才能达到较佳的使用效果,十分麻烦。而对于一些改性工程塑料如尼龙加玻璃纤维,聚苯乙烯加碳酸钙这些材料对螺杆料筒磨损非常大,有时候几个月就要换一套螺杆料筒,非常麻烦成本也高。
本发明目的是提供一种子母螺杆注塑装置,能在保证注塑量的同时又能保证较高的注射压力,使产品成品率大大提高,而且大大降低对螺杆料筒的磨损,缩短加工时间,有时也可使原本要在大一型号注塑机上加工的产品可以在小一型号的注塑机上加工,节约成本使用方便。
发明内容:
注塑机根据产品的大小加足相应的原料,加料结束后,开始注射,螺杆向前运动,母螺杆头上的母止逆环及子螺杆头上的子止逆环滑向后端并闭合母螺杆头上的进料通道,塑料在螺杆的推动下从前料筒的喷嘴射入模具,此时模腔注射压力不用太高,当塑料快冲人模腔注射压力会慢慢升高,注射到最后阶段时,子螺杆头进入前料筒同时母止逆环后端移动到回流槽的通道口(A点是母螺杆与子螺杆工作的转换点),塑料从回流槽绕过母螺杆止逆环到其后端,母螺杆头的前端失去压力,此时子螺杆头在前料筒中起作用,因子螺杆头的端部面积可以做得比母螺杆头的端部面积小很多(根据实际需要端部面积可以做到小达几倍,相应的产生的压力也可以是母螺杆头产生的压力的几倍,一般模腔压为250~300cm²/kg),所以模腔压力是高压,也可以是超高压每平方厘米在一千公斤以上,可以满足任何塑料产品的要求(用昂贵的气体辅助注射设备最高也只能到每平方厘米700公斤),灵活调节注塑机电脑控制最后一段注射和一级二级保压压力,加工出来的塑料产品可以做到无缩印,高品质,高密度,高强度。
应用场景
1. 适合LED灯片,透镜,球阀阀芯,PVC,PE管件这些厚璧产品非常有效
2.汽车,家电和复杂工程塑料机的构件都有筋和柱子,这些地方容易产生缩印。
3. 型腔和流道比较深长的产品,注射到最后塑料难以到达的产品 ,
4. 像PP,PE这些流动性比较好的产品只要锁模力够,可以加大螺杆生产比原来重得多的产品。
5. 像PC等高粘度的塑料只要适当加长一点子螺杆的长度加工起来也很轻松。
6. 一些回料里面有很多杂质或加了碳酸钙,螺杆料筒比较容易磨损,只要把母螺杆加大专门设计成加料塑化螺杆,把子螺杆设计成注射螺杆如图7,会大大减少螺杆磨损
7. 注射机在注射到最后阶段和保压阶段是注塑机在整个生产过程中用电量最大的阶段,如果使用本发明此阶段可以大大降低用电量,同时也可以减少机器的负载,所以本发明几乎可以用于任何形式的注塑机。
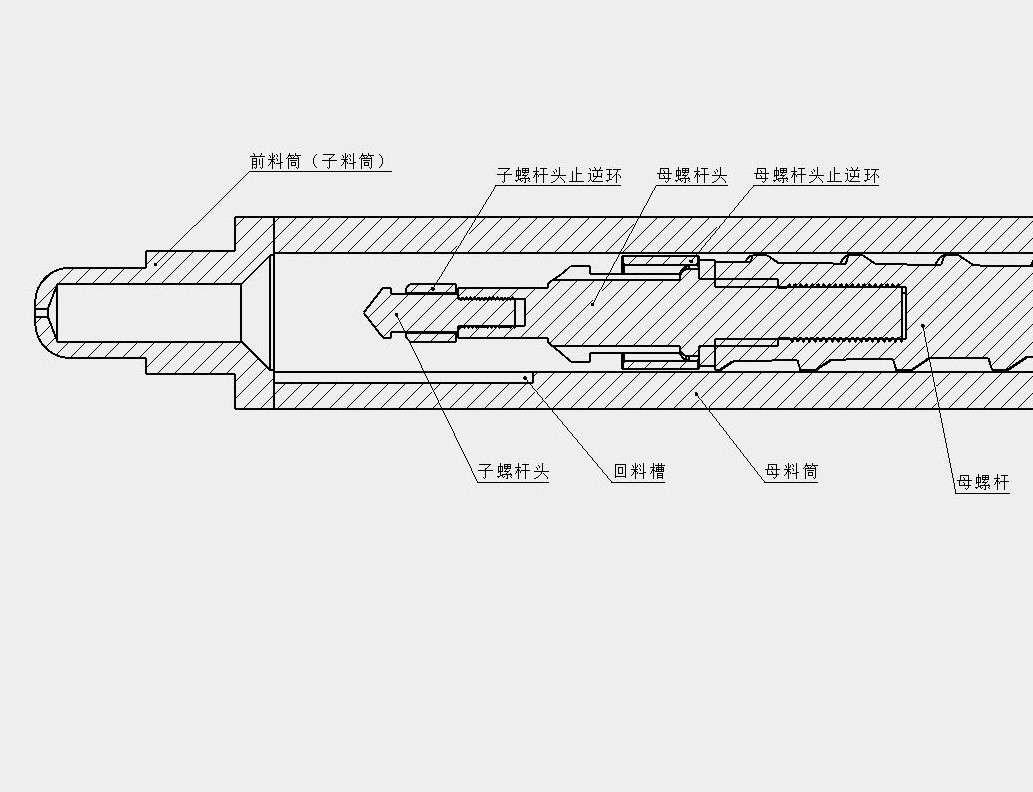
图1

图2 A点为母螺杆与子螺杆转换点(当母螺杆止逆环移动过此点)

图3 前料筒后端加大作为回料槽

图4 母料筒后端加大作为回料槽
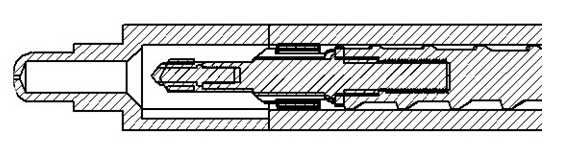
图5 回在前料筒在(可以是一个也可以是多个)
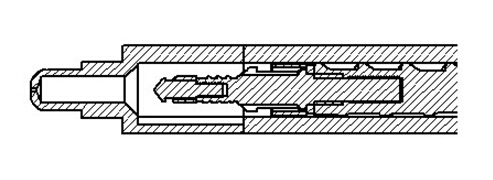
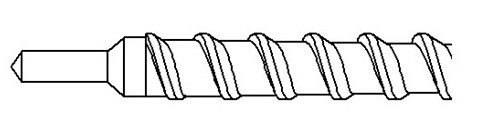
图6 无止逆环(适合PVC等)
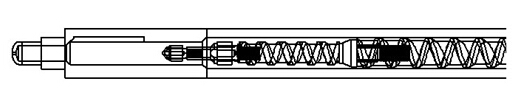
图7 三级螺杆(注射螺杆和加料螺杆分开)
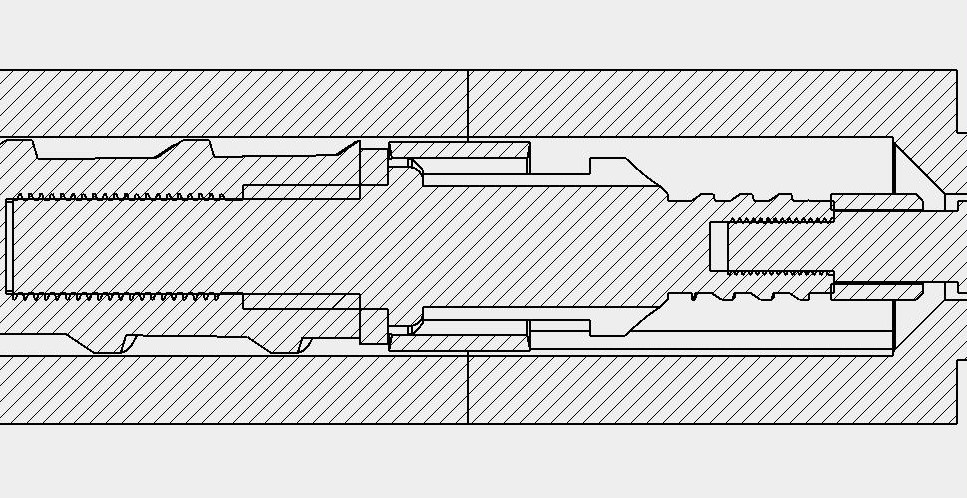
图8 子螺杆带罗棱
联系方式:
常州新区赛恩机电设备有限公司
孙志敏
13606113666
常州市飞龙西路63号





