新闻中心
联系我们
手 机:19279864570
邮 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉贤区南桥镇国顺路936号5幢
粘度:塑料加工中必须要掌握的参数
一、塑料熔体的剪切变稀
流体的粘度不随剪切速率变化而变化,这种流体称之为牛顿流体,如水、气体、低分子化合物液体或溶液为典型的牛顿流体。
如果流体的粘度依赖于对其的剪切速率,这样的流体为非牛顿流体,大部分塑料熔体表现为非牛顿流体的特性。
非牛顿流体也有多种,塑料在熔融状态下表现出来的特性在坐标中,呈现的是一条切应力先迅速上升而后缓慢上升的曲线,并且不存在屈服应力,这就是塑料熔体剪切变稀的流动特性。即剪切速率的增加要比切应力的增加来得快。
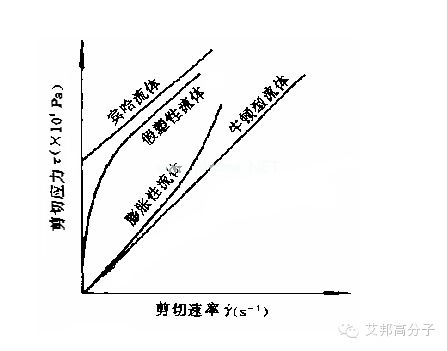
图1 剪切速率与剪切应力的关系
与之相对应的是剪切变厚的现象。但是常见的塑料熔体都呈现的是剪切变稀,也就是随着剪切速率的增加,熔体的粘度要降低,粘度降低有助于塑料熔体在模具型腔中的流动和填充。
注塑过程中塑料要通过料筒加热,然后经过注塑机的喷嘴,进入模具的主流道,流道以及模具的浇口,最后进入型腔。熔体经过各个部分的剪切速率和粘度关系如图2所示,该图表明,塑料熔体在料筒中粘度较高,流动速度也小,到达浇口后,由于浇口的收缩作用,使得熔体流动速度增加,增大了剪切速率,降低了熔体的粘度,有利于熔体的充模。宽MWD树脂比窄分布树脂剪切变稀程度大。
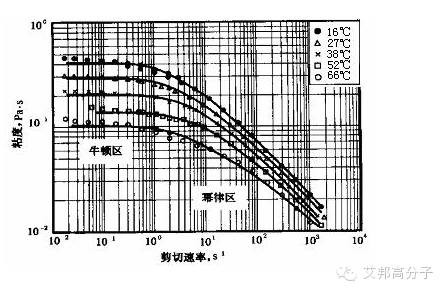
图2 剪切速率于粘度的关系
二、影响粘度的几个因素
粘度是塑料加工性最重要的基本概念之一,是对流动性的定量表示,影响粘度的因素有熔体温度、压力、剪切速率以及相对分子质量等,下面分别叙述。

图2:塑料融化吊灯
由前面的分析已经知道,塑料的粘度是剪切速率的函数,但是,塑料的粘度同时也受到温度的影响。所以,只有剪切速率恒定时,研究温度对粘度的影响才有实际意义。一般说,塑料熔体粘度的敏感性要比对剪切作用敏感强。研究表明,随着温度的升高,塑料熔体的粘度呈指数函数方式下降。这是因为,温度升高,必然使得分子间,分子链间的运动加快,从而使得塑料分子链之间的缠绕降低,分子之间的距离增大,从而导致粘度降低。易于成型,但制品收缩率大,还会引起分解,温度太低,熔体粘度大,流动困难,成型性差,并且弹性大,也会使制品的形状稳定性差。
但是不同的塑料粘度对于温度的敏感程度不同。聚甲醛对温度的变化最不敏感,其次是聚乙烯、聚丙烯、聚苯乙烯,最敏感的要数乙酸纤维素,表1中列出了一些常用塑料对于温度的敏感程度。非常敏感的塑料,温控十分重要,否则粘度较大变化,使操作不稳定,影响产品质量。
表1 一些塑料粘度受温度的影响程度
|
塑料 |
CA |
PS |
PP |
PE |
POM |
|
对温度敏感度 |
最高 |
较高 |
高 |
一般 |
差 |
在实用中,对于温度敏感性好的熔体,可以考虑在成型过程中提高塑料的成型温度来改善塑料的流动性能,如PMMA、PC、CA、PA。但是对于敏感性差的塑料,提高温度对于改善流动性能并不明显,所以一般不采用提高温度的办法来改进其流动特性。如POM和PE、PP等非极性塑料,即使温度升幅度很大,粘度却降低很小。
还有,提高温度必须受到一定条件的限制,就是成型温度必须在塑料允许的成型温度范围之内,否则,塑料就会发生降解。成型设备损耗大,工作条件恶化,得不偿失。利用活化能的大小来表达物料的粘度和温度的关系,有定量意义。表2 为一些塑料在低剪切速率下的活化能。
表2:一些塑料的活化能(kJ/mol)
|
塑料 |
HDPE |
PP |
LDPE |
PS |
ABS |
PC |
|
活化能 |
26.5~29.4 |
37.8~40 |
49.1 |
105 |
88.2~109.2 |
109.2~126 |
塑料熔体内部的分子之间、分子链之间具有微小的空间,即所谓的自由体积。因此塑料是可以压缩的。注射过程中,塑料受到的外部压力最大可以达到几十甚至几百MPa 。在此压力作用下,大分子之间的距离减小,链段活动范围减小,分子间距离缩小,分子间的作用力增加,致使链间的错动则更为困难,表现为整体粘度增大。
但是不同塑料在同样的压力下,粘度的增大程度并不相同。聚苯乙烯(PS)对于压力的敏感程度最高,即增加压力时,粘度增加得很快。高密度聚乙烯与低密度聚乙烯相比,压力对粘度的影响较小,聚丙烯受压力的影响相当于中等程度的聚乙烯。
增加压力引起粘度增加这一事实表明,单纯通过增加压力去提高塑料熔体的流量是不恰当的。过高的压力不仅不能明显地改善流体的填充,而且由于粘度的增加,填充性能有时还会有下降的可能,不仅造成过多的功率损耗和过大的设备磨损,还会引起溢料和增加制品内应力等弊病。此外,压力过高,还会出现制品变形等注塑缺陷,导致功率的过度消耗。但压力过低则会造成缺料。
结合温度对于粘度的影响可以发现,在塑料的正常加工参数范围内,增加压力对塑料熔体粘度的影响和降低温度对于塑料粘度的影响效果相似。例如对于很多塑料,当压力增加到100 MPa时,其粘度的变化相当于降低温度30~50℃的作用。
几种塑料对于压力的敏感程度如表3所示。
表3:压力对塑料熔体粘度的影响
|
序号 |
名称 |
熔体温度/℃ |
压力变化范围/MPa |
粘度增大倍数 |
|
1 |
PS |
196 |
0~126.6 |
134 |
|
2 |
PS |
180 |
14~175.9 |
100 |
|
3 |
PE |
149 |
0~126.6 |
14 |
|
4 |
HDPE |
14~175.8 |
4.1 |
|
|
5 |
LDPE |
14~175.8 |
5.6 |
|
|
6 |
MDPE |
14~175.8 |
6.8 |
|
|
7 |
PP |
14~175.8 |
7.3 |
随着剪切速率的加大,塑料的粘度一般降低。但在剪切速率很低和很高的情况下,粘度几乎不随剪切速率变化而变化。
在温度和压力一定前提下,不同塑料粘度降低程度不相同。或者说,尽管大多数塑料熔体的粘度是随着剪切速率的增加而下降的,但是不同的塑料对剪切速率(切应力)的敏感程度是不一样的。
几种常用塑料的粘度对于剪切速率的敏感性如表4所示。
表4:塑料熔体粘度对剪切速率的敏感度
|
塑料敏感度排名 |
对剪切的敏感度依次降低 |
|
1 ABS (最敏感) |
|
|
2 PC |
|
|
3 PMMA |
|
|
4 PVC |
|
|
5 PA |
|
|
6 PP |
|
|
7 PS |
|
|
8 LDPE(最不敏感) |
这一点对使用的启示是:在一定的剪切速率范围内,提高剪切速率会显著降低塑料的粘度,改善其流动性能。尽管如此,宁可选择在熔体粘度对剪切速率不太敏感的范围进行工艺调整,否则因为剪切速率的波动,会造成加工不稳定和塑料制品质量上的缺陷。
对于塑料,在给定温度下,随着相对平均分子质量的增大,塑料的粘度增大。相对分子质量越大,分子间作用力越强,于是粘度也高。
塑料的相对分子质量越小,粘度对于剪切速率的依赖程度越小;分子量越大,粘度对于剪切速率的依赖程度越大。分子量分布宽的树脂和双峯分子量分布树脂熔体粘度低和加工性优良。因为低分子量链部分有利于提高树脂熔体流动性。
(5)低分子量添加剂的影响
低分子可降低大分子链间的作用力,起“润滑”作用因而使熔体粘度减少,同时降低了粘流化温度。如加入增塑剂和溶剂,使树脂易于充模成型。
表5:常用塑料改进流动性能的方法
|
塑料 |
改进方法 |
塑料 |
改进方法 |
|
PE |
提高螺杆速度 |
PS |
选非结晶型牌号 |
|
PP |
提高螺杆速度 |
ABS |
提高温度 |
|
PA |
提高温度 |
PVC |
提高温度 |
|
POM |
提高螺杆速度 |
PMMA |
提高温度 |
|
PC |
提高温度 |
总之,聚合物熔体粘度的大小直接影响注射成型过程的难易。如控制某塑料成型温度在其分解温度以下,剪切速率为103秒-1时,熔体粘度为50~500帕-秒,注射成型较容易。但如果粘度过大,就要求有较高的注射压力,制品的大小受到限制,而且制品还容易出现缺陷;如果粘度过小,溢模现象严重,产品质量也不容易保证,在这种情况下要求喷嘴有自锁装置。





