新闻中心
联系我们
手 机:19279864570
邮 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉贤区南桥镇国顺路936号5幢
无卤阻燃PC/ABS成型加工要点
PC/ABS合金是一种性能优良的工程塑料,改善了PC的应力开裂性、加工性,同时具有优异的耐热性、抗冲击性、耐化学性和尺寸稳定性。无卤阻燃PC/ABS不采用卤素阻燃剂,更绿色环保,阻燃等级可达1.5mm V0、2.0mm 5VB及3.0mm 5VA,甚至0.75mm V0等级,广泛应用于电脑显示器外壳、笔记本外壳等IT产品以及复印件、打印机等办公设备之外壳。

图1:OA壳体
无卤阻燃PC/ABS可用传统加工设备进行注塑或挤出成型、二次加工等,注塑成型应用最多。
其流变特性如下:
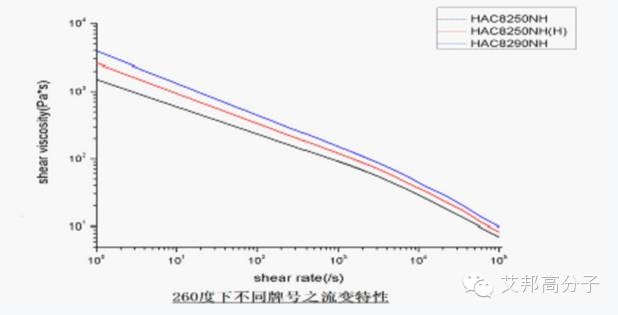
图一 无卤阻燃PC/ABS流变特性图
阻燃PC/ABS由于含有PC成分和阻燃剂,小量的水分易导致PC在高温成型加工过程中产生水解,以及过分受热导致部分降解及小分析出,造成制品产生银丝、发黄、色差以及产品脆、喷漆开裂等外观及强度问题,因此,加工中要控制好相关环节。
一、材料的干燥
阻燃PC/ABS树脂会吸收空气中的水分,含水量为0.2~0.3%之间。为了使注塑制品达到最佳效果,减少降解的可能性,PC/ABS在成型加工前必须进行干燥,使材料含水量降至0.04%以下,最好在0.02%以下,以提高加工稳定性和机械性能。HAC系列PC/ABS干燥时间与含水率的关系见下图:
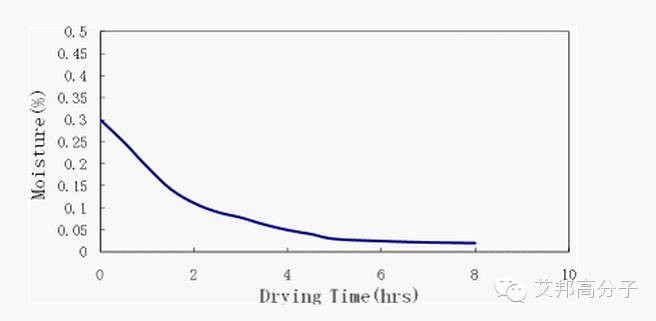
图二 无卤阻燃PC/ABS干燥时间与水分含量趋势图
通常,阻燃PC/ABS树脂在建议的温度下预干燥4~6小时,可达到所需含水率。干燥时间与干燥设备有关,但最长累积干燥时间不能超过48小时,否则材料有降解变色的可能。
|
HAC8250NH |
HAC8250NH(M) |
HAC8250NH(H) |
HAC8290NH |
|
|
干燥温度(℃) |
80.90 |
80.90 |
85.95 |
85.95 |
常用干燥设备有三种:箱式干燥机、料斗式干燥机和除湿干燥机。无卤阻燃PC/ABS建议使用除湿干燥机干燥。
二、注塑设备的选择
确定注塑机规格时,除考虑锁模力外,对无卤阻燃PC/ABS应尽量选用最大注塑量低的机台。当总注塑重量(所有型腔,包括流道和注道)等于注塑机最大注塑容量的50~80%时,一般可以获得最佳效果。使用大料筒机器时,极小的注射量会造成树脂的滞留时间不必要地延长,导致树脂降解。如果必须在建议温度范围的高温段进行注塑,应选择较小的注塑机料筒容量,建议注塑量大于最大注塑容量的60%,以缩短材料停留时间,降低降解可能性。通常,阻燃PC/ABS的最长热停留时间应小于10分钟,最佳热停留时间小于5分钟。

图2:PC/ABS材质充电宝
三、注塑工艺参数的设定
1、成型温度
成型温度设定是以确保阻燃PC/ABS充分塑化为基准,应尽量使用低温区域,防止材料降解。成型温度增加会明显降低阻燃PC/ABS粘度,增加树脂的流动性,使流动距离变长。原则上,当使用建议的成型温度上限时,应使熔胶滞留时间尽可能短,避免降解。无卤阻燃PC/ABS成型温度一般为230~270℃。
2、螺杆转速和背压
过高的螺杆转速会导致过大的剪切热,从而使熔融材料的实际温度大大高于设定温度,有可能导致材料降解。同样,过高的背压也会导致过大的剪切热。一般以在冷却时间内尽量完成计量来设定螺杆转数。同时要考虑材料塑化状态、螺杆回转时发生的剪切热、计量时间的稳定性和最小残留量的稳定性,建议转速设为30~70rpm。背压的调校应视原料的性能、干燥情况、产品结构及质量状况而定,阻燃PC/ABS的背压一般调校在3-10kg/cm2。产品表面有少许银丝、混色、缩水及产品尺寸重量变化大时,可适当增加背压;射嘴出现漏胶、流涎、材料过热分解、产品变色及回料太慢时可考虑适当减低背压。
3、注塑速度
选择注塑速度时,主要考虑制品的外观、模具的排气以及型腔内树脂流动的阻力。较快的注塑速度,一般会使流程加长,适合充填薄壁制品,并形成较好的表面光洁度,但过快的注塑速度会产生强剪切导致材料降解。而慢速注塑速度可以帮助避免浇口白晕、喷射痕和流痕等缺陷。建议根据产品及模具结构采用分段阶梯式速度设定,以确保充填顺畅和制品外观。
4、保压压力和时间
保压压力和时间设定是否合理,直接影响制件内应力的大小。保压压力的增加会使分子间隙变小,链段活动范围减小,熔体体积缩小,密度变大,分子间作用力增加,可以改善产品的缩水及内部质量,但会导致内应力变大,因此,在保证产品外观质量的前提下尽量选用较低的保压压力。一般情况下,合适的保压压力为注射压力的60~80%。
保压时间的设定是根据浇口冷却完成固化,螺杆再推进已不再对成型品施加压力为止的时间。保压时间的设定以射出时间和压力为基准,然后渐渐延长时间来测定成型品重量,成型品重量不再变化为止即是要设定的保压时间。
5、模具温度
模具温度控制对决定最终制件的充填程度、外观、残余应力是非常重要的。建议在成型阻燃PC/ABS时使用模温机来控制模具温度,建议的模温是50-80℃。较高的模具温度,往往会产生良好的流动、较高的熔接线强度、较小的产品内应力,但成型周期会延长。若模具温度比建议的低,就会导致高内应力并损坏制件的最佳性能。就制件表面和循环周期而言,模具温度为建议温度范围的中间值时,可望得到较好的结果。
6、冷却时间
冷却时间的设定是基于产品固化开模取出后不致产生变形,先可设定长一点,然后根据产品及冷却效果的不同慢慢减少,以产品不变形的最少冷却时间为最佳冷却时间。也可按公式估算:(式中δ是需要冷却的制品厚度,单位为mm,α是塑料的热传导系数。)
四、总结
总之,无卤阻燃PC/ABS最重要的加工注意事项有两点:
1、必须对材料进行充分干燥,否则易造成材料水解;
2、严格控制材料的成型温度及在高温时的滞留时间,否则易造成材料热降解。其余各工艺参数彼此协调,根据产品及模具结构的差异,综合考虑设定,才能得到质量稳定、外观更好、性能优越的产品





